This vlog is based on a previous blog we posted called “Temperature versus Heat Loss in a Heater”. In this video, Thermal Corporation Engineer, Kyle Otte, explains how to calculate the exact wattage needed for any type of industrial heater for your heating process.
How Wattage Is Calculated
The Rate of Energy Consumption equation above is used to calculate the wattage, where
E is the energy required for the process (or the total watts needed)
Why We Urge to Avoid Contamination of Industrial Heaters
This video topic focuses on why it is so important to make sure that your heaters do not get contaminated by substances. Contamination causes industrial heaters, like this ceramic band heater, to fail very quickly and have an extremely short heater life.
Related Blog Posts on Extending Heater Life
We have several blog posts that go into more detail on how to extend the life of specific types of industrial heaters like cartridge heaters, mica band heaters, and strip heaters. If you are interested in checking them out, they are listed below:
In this video post entitled ‘5 Ways to Extend the Life of Strip Heaters’, engineer Kyle Otte explains different ways to make sure your Thermal Corporation strip heater gets the longest heater life possible. This topic of extending the life of strip heaters was previously mentioned in a written post in our industrial heating technology blog category. But, as some people prefer video to written posts, we thought we would have Kyle explain it in a video post as well! Click here to check out our written post on Ways to Extend the Life of Strip Heaters.
Looking for Strip Heater Configurations?
Visit our strip heater configurations page to see a list of all types of strip heaters that Thermal Corporation manufactures and sells. Keep in mind that we also manufacture custom strip heaters for any type of industrial heating application. This means we can add holes, notches, and a myriad of different options. Check out our strip heater options page for more information!
Because strip heaters and mica band heaters are made of the same materials, these tips will closely mirror those regarding mica band heaters.
#1 Avoiding Contamination
Moisture is one of the most immediately noticeable contaminants. If sufficient moisture is present at start-up, the heater will fail as soon as power is applied. Sometimes, when the heater has been cooled for a prolonged period and has been subject to a high humidity environment, there will be enough moisture absorbed to cause failure at start-up. Strip heaters are made of mica, which is very hydroscopic, meaning it absorbs water. So, storage in high-humidity areas is not recommended. When insulated lead wire has gotten wet near the heater, the moisture can be wicked into the heater and cause failure. Anytime heaters fail as soon as the power is supplied, moisture is a strong suspect as the culprit.
If moisture has been detected, the heater can be baked at 200°F for approximately 30 minutes (or longer for larger heaters) to dry the heater out.
Oil and other organics can cause heater failure if they get inside the metal sheath, but they behave differently than water. Most oils and organics do not conduct electricity very well as lower temperatures, but carbonize and become conductors at elevated temperatures. Thus, if such contaminants are present, the failure occurs only after the heater has gotten hot enough to cause carbonization. Like water, oil that gets on the lead wire insulation can be wicked into the heater.
#2 Avoiding Over-Temperature
Strip heaters must be clamped down evenly and securely to ensure efficient heat temperature to the heated surface. If the strip heater is not clamped securely, the heat generated will not be transferred efficiently to the surface. This will cause the heater to run at a higher temperature in order to transfer its energy. The higher the operating temperature, the shorter the lifetime. It is good practice to re-tighten the clamping straps or clamping tabs after the first time that the heater has been used, because the heater will be better conformed to the surface during its first heat-up. Anything that prevents a smooth fit of the heater on the surface, such as a surface irregularity, will shorten the life of the heater. This is because the net effect of the irregularity is to make a “loose fit” in spots.
As strip heaters heat up, they will expand or “grow”. Often times this will cause the heater to bow or bend up away from the surface and lose contact with the heated surface, thus causing hot spots, which in turn causes premature heater failure. A full clamping method (such as sandwiching the heater between two thick plates) is preferred, but the more attachment points or contact points on a strip heater, the better. Similar to band heaters, strip heaters need to be in tight, constant contact with the surface they are meant to heat.
Choose the lowest wattage heater that will maintain the desired operating temperature of the surface being heated and still provide a short enough start-up time. Choosing a heater with higher wattage than required will result in the controller turning the heater on and off to maintain the desired temperature and a higher operating temperature during on-time. These conditions will shorten the heater’s life.
#3 Avoiding Excessive Cycling
The way that Thermal Corporation evaluates the lifetime of their own strip heaters and those from competitors is to cycle the units from 150°F to 900°F and count the cycles to failure. Cycling reduces lifetime because the surface of the element wire oxidizes rapidly at higher temperatures; if the higher temperature is maintained, the oxide coating actually protects the wire from further rapid oxidation, but if the wire temperature is reduced substantially, the oxide coating breaks off due to contraction and exposes fresh metal to more oxidation. With continuous cycling, the wire diameter is eventually reduced, and the resistance of the element is increased to the point that it becomes too hot. At that point, the element wire either melts and breaks open the circuit, or it causes the insulation over the wire to break down causing a short to the sheath.
#4 Physical Abuse
Never carry a strip heater by the lead wires.
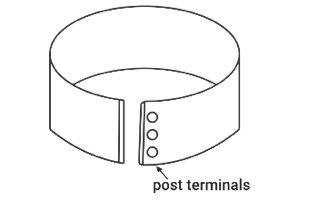
If the heater has post terminals, use two wrenches; one to hold the bottom nut, and one to do the tightening on the top nut.
Conclusion
This concludes today’s blog post. If you have any questions regarding this blog post on extending the life of strip heaters, or have a concern about the life of your strip heater, please contact the Thermal Corporation engineers directly by phone at (800) 633-2962 x152, or by email at engineering@thermalcorp.com.
We had a call from a customer questioning how to calculate what the current would be for each wire in 3-phase band heater. Here is the band heater breakdown: 480V, 3,000W, 3-phase. The heater looked something like the diagram you see below.
Inside this heater, it was wired in a “wye” configuration. The wye configuration wiring diagram would look like:
The resistance of each winding card inside the heater is equal, giving us a balanced load. Therefore, each phase will handle 1/3 of the load. 1/3 of 3,000W is 1,000W. 480V is the voltage between the 3 phases (line to line). The voltage between any phase and the ground (line to ground) is:
Now that we know the wattage and voltage in each leg of the 3-phase power, we can calculate the current.
Current = Watts / Volts = 1,000W / 277V = 3.6 Amps in each leg
Was This Case Study Helpful?
Let us know! We will continue to post more case studies offering solutions to your questions on different industrial heating applications.
Have a different question?
Did this post not answer your question? Contact our engineers and we will be happy to answer any questions you have regarding industrial heaters, applications, or industrial heating technology! Shoot us an email, phone call, or instant chat message now!
Written by Jim Dixon Edited by Shelby Reece and Kyle Otte Date Published: 10.07.2019 Last Updated: 10.08.2019
You can’t build a reputation on what you are going to do. – Henry Ford
Recently, Thermal Corporation has been working hard to improve the way we are seen by our customers and by other heater manufacturing companies. When we came across this quote by Henry Ford, it reminded us of our efforts to build upon our already established reputation of being the best manufacturer with the fastest shipping of standard and custom industrial heaters in the United States.
We have achieved this reputation through the hard work of our family of employees. Not only the customer service representatives who work with you daily, but our engineers, managers, technicians, manufacturing fabricators, quality control, purchasing, inventory, and shipping specialists, as well as, the systems administrator, sales and marketing, and our management team. We could not achieve this amazing status without every single one of them. But, like Henry Ford said, “You can’t build a reputation on what you are going to do.” Meaning, you build a reputation on what you actually DO! Our founder, Mr. Bob Stottle, began Thermal Corporation fifty years ago in 1969. Thermal Corporation’s reputation was built upon the ideas of Mr. Stottle and it continues because of everyone who helps keep our company strong after all of these years.
Our Promise to You
To continue working hard to maintain our reputation of…
Exceptional customer service
Fast shipping
Prompt troubleshooting
Rapid response time
AND most of all…
Quality products
…manufactured right here in the United States to keep your heating processes running successfully and efficiently on a daily basis!
Have a custom request or need advice on a heating process?
Contact us instantly by using the chat feature located at the bottom right of the page. Visit our contact page for more information on how to get in touch with us!
Written by Shelby Reece Edited by TC Marketing Team Date Published: 07.30.2019 Last Updated: 08.26.2019
A customer was having an issue with a stainless steel hose getting too hot when the heater was powered on. This happened when the heater, a new standard item, was being powered up for the first time. The customer stated that after 8 to 10 minutes, the hose temperature was getting up to 138°F.
The Details
This heater was one of four that Thermal Corporation built with stranded nickel lead wire. Now, the reason the leads on this heater were getting hotter was either because more heat was generated or less heat was removed. It was difficult for us to visualize how less heat would be removed from the leads. Therefore, it was more likely that more heat was being generated. The first question we asked was how much heat is normally supposed to be generated by the leads on this heater.
The Math Behind the Mystery
The heater was a 1,000W, 240V heater. Its lead length was about 100 inches. We measured the resistance of one lead using a bench model volt ohm meter. It measured 0.35Ω. Because there are two wires generating the heat, the total resistance would be twice that measurement.
2 x 0.35Ω = 0.7Ω I = 1000W / 120V = 8.33 Amp Heat(W) = I2R = (8.33)2 x 0.7Ω Heat = 48.6 Watts
The hose was approximately 3/8″ in diameter. For a 3/8″ diameter surface:
Surface Area = 0.375 x π x 100 = 118 in2 Watt Density = 48.6 / 118 = 0.41 Watts/in2
If we look at a combined radiation convection losses curve for 0.41 Watts/in2 under oxidized steel, the temperature should be at least 150°F. The hose, most likely, had more surface area than a 3/8″ diameter smooth surface. So, the actual temperature would be less than 150°F. So, the 138°F does not seem wrong.
A Solution
A possible solution is to lower the temperature by using a nickel clad copper wire. Nickel clad copper wire has less resistance than stranded nickel, so less heat would be generated.
The Mystery
But, the question still remains: why were the leads on the other heaters not hot? Perhaps the hose was touching something and conducting heat to another object? This seems like a likely explanation. All lead wires generate some heat, but often the lead wires are in a hot environment and the heat is not noticed. Or, sometimes the lead wires are short, thus they have a low resistance, and not enough heat is generated to be noticeable. But every once in a while a long lead wire length in a cooler environment will lead to this type of question.
Have a Problem with a Heating Application?
Let us troubleshoot the issue by contacting our engineering department!
The MgO used as an insulator in cartridge heaters is hygroscopic. That is, it will pull moisture out of the air. If enough moisture is pulled into the heater, then the heater can short out on start-up. The moisture reduces the dielectric strength of the MgO allowing the current to jump to the sheath. Most moisture is trapped inside of the heater as free water vapor. When the temperature inside the heater reaches 212°F, this water vapor turns to steam. However, there may be a small part of the moisture that chemically combines with the MgO.
MgO + H2O = Mg(OH)2
This moisture requires a temperature of more like 500°F to break loose. It has been in my experience that the moisture we and our customers often deal with primarily is the free water vapor molecules.
What happens is this…
As the temperature reaches 212°F, the water molecules become steam and begin making their way to the nearest exit, i.e., the lead end. The longer the heater, the more moisture likely to be inside of the heater. As the moisture begins to approach the lead end, it will reach the unheated section. At this point, the temperature may drop to below 212°F. The steam is then cooled to below 212°F and turns to liquid. The water disperses into the material at the lead end and, if enough is present, will permit the electricity to flow at least partly through the water from the leads to the sheath which will usually be grounded (0 volts) because the machine is grounded.
The higher the heater voltage, the less water is required to create the short. Also, the longer the heater, the more moisture can be absorbed by the heater. Thus, moisture is usually a problem with long 480V cartridge heaters that have been on the shelf open for a year or two.
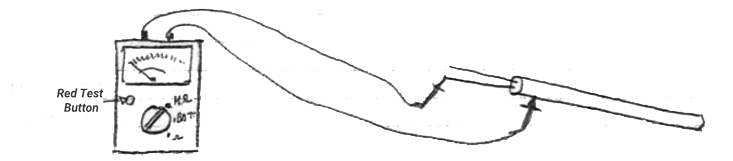
The best test for moisture– Amp Meg ohm meter
Set the meter to the MΩ scale and measure between the leads and sheath. Because the meter is measuring MΩ it uses a higher voltage than regular Ohm meters, so don’t touch the probes when doing the test or you could get shocked. Touch sheath with one probe and leads with the other probe, then press the “red” test button. (It helps to have 3 hands.) If the cartridge heater has moisture in it, the MΩ reading will be in the 10MΩ and 50MΩ+ range. If the heater has no moisture or has had the moisture driven out, the meter pointer will hardly move at all.
To drive the moisture out:
In the past, I have baked the heater for an hour at 300°F, then cracked the door of the oven and let the heater cool down slowly to continue driving out the moisture. If the heater is too long to fit in the oven, apply a lower voltage to the heater than the specified heater voltage, i.e., for a 480V heater, apply 120V. Set the heater on a bench in the lab until the heater gets hot but not until the sheath begins to turn light brown. Then, let the heater cool down on its own. If you check these heaters again with the Meg ohm meter, the needle should hardly move.
Written by Jim Dixon and Shelby Reece Edited by Kyle Otte Date Published: 07.08.2019 Last Updated: 09.03.2019
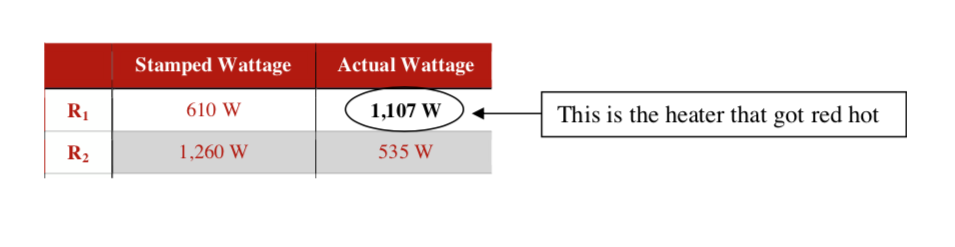
A customer phoned in one day about an issue with two heaters. The two heaters were wired in series on a barrel. One of the heaters, however, was getting red hot and the other was not. He did not know why. Our first thoughts were that maybe the heaters were accidentally wired in parallel rather than in series. After checking with the customer, we found that the heaters were wired correctly. But, why was one of them getting so hot?
One heater was 610W at 230V. The other was 1260W at 230V. The customer applied 460V across these two heaters when they were wired in series.
Hint: to successfully wire two heaters in series, they must be equal wattage AND equal voltage, i.e. they must have equal resistance.
Now to see what happens when we calculate the resistance of each heater:
Now when we apply 460V across these two heaters that are wired in series the circuit looks like this:
Written by Jim Dixon and Shelby Reece Edited by Kyle Otte Date Published: 07.02.2019 Last Updated: 09.03.2019
A customer contacted our engineers a while back about an issue they were having with an industrial heater that was getting poor life.
The Case:
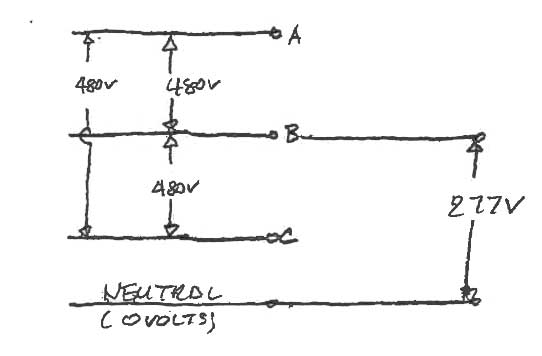
The customer said he was using 480V 3-phase power and was bringing out two legs. He had been using a heater rated for 600W at 240V. The power that was actually applied to the heater was 277V, but he was getting poor heater life.What was going on?
The photo above is a diagram of the two lines he was bringing out.
The customer was applying 277V to a 600W 240V heater.
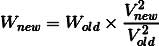
What was the actual wattage generated?
The formula below described to our engineers what was happening.
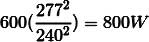
Conclusion
So, in this case, he was actually generating 800W, which is 1/3 more wattage than the original designed wattage of 600W.
The watt density was increased by 33% also, hence the shorter life.
Written by Jim Dixon and Shelby Reece
Edited by Kyle Otte
Date Published: 06.19.2019
Last Updated: 11.21.2019


is the change in temperature (°C)