In this video, Kyle Otte, an engineer here at Thermal Corporation, addresses a question we receive often regarding Ease-Aid. Ease-Aid is a release and heat transfer agent made by Thermal Corporation for use with cartridge heaters. He also demonstrates the correct way to apply it to a cartridge heater and provides some helpful tips about this product.
Click here to view a list of all Thermal Corporation cartridge heater configurations.
Ease-Aid is listed under our General Accessories page. Please call, email, or chat with us to place an order for Ease-Aid today!
In this how-to video, our Thermal Corporation engineer, Kyle Otte, explains how to correctly insert a cartridge heater into a mold, block, or any other heating application.
The MgO used as an insulator in cartridge heaters is hygroscopic. That is, it will pull moisture out of the air. If enough moisture is pulled into the heater, then the heater can short out on start-up. The moisture reduces the dielectric strength of the MgO allowing the current to jump to the sheath. Most moisture is trapped inside of the heater as free water vapor. When the temperature inside the heater reaches 212°F, this water vapor turns to steam. However, there may be a small part of the moisture that chemically combines with the MgO.
MgO + H2O = Mg(OH)2
This moisture requires a temperature of more like 500°F to break loose. It has been in my experience that the moisture we and our customers often deal with primarily is the free water vapor molecules.
What happens is this…
As the temperature reaches 212°F, the water molecules become steam and begin making their way to the nearest exit, i.e., the lead end. The longer the heater, the more moisture likely to be inside of the heater. As the moisture begins to approach the lead end, it will reach the unheated section. At this point, the temperature may drop to below 212°F. The steam is then cooled to below 212°F and turns to liquid. The water disperses into the material at the lead end and, if enough is present, will permit the electricity to flow at least partly through the water from the leads to the sheath which will usually be grounded (0 volts) because the machine is grounded.
The higher the heater voltage, the less water is required to create the short. Also, the longer the heater, the more moisture can be absorbed by the heater. Thus, moisture is usually a problem with long 480V cartridge heaters that have been on the shelf open for a year or two.
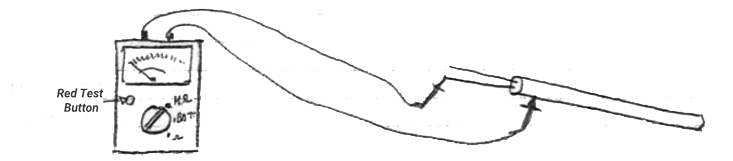
The best test for moisture– Amp Meg ohm meter
Set the meter to the MΩ scale and measure between the leads and sheath. Because the meter is measuring MΩ it uses a higher voltage than regular Ohm meters, so don’t touch the probes when doing the test or you could get shocked. Touch sheath with one probe and leads with the other probe, then press the “red” test button. (It helps to have 3 hands.) If the cartridge heater has moisture in it, the MΩ reading will be in the 10MΩ and 50MΩ+ range. If the heater has no moisture or has had the moisture driven out, the meter pointer will hardly move at all.
To drive the moisture out:
In the past, I have baked the heater for an hour at 300°F, then cracked the door of the oven and let the heater cool down slowly to continue driving out the moisture. If the heater is too long to fit in the oven, apply a lower voltage to the heater than the specified heater voltage, i.e., for a 480V heater, apply 120V. Set the heater on a bench in the lab until the heater gets hot but not until the sheath begins to turn light brown. Then, let the heater cool down on its own. If you check these heaters again with the Meg ohm meter, the needle should hardly move.
Written by Jim Dixon and Shelby Reece Edited by Kyle Otte Date Published: 07.08.2019 Last Updated: 09.03.2019
Listed below are some tips for extending the life of cartridge heaters.
#1 Avoiding Contamination
When using a release agent, such as Thermal Corporation’s Ease-Aid, to ease heater removal from its hold, be sure to wait until agent is bone dry before inserting the heater into the hole. If the heater is inserted before the agent is dry, some of the liquid will usually be pushed towards the lead end and then will soak into the heater through the lead insulation or through the lava or ceramic plug at that end. When that happens, the heater can be expected to fail as soon as the power is applied. (Choosing the lead option of Teflon wire insulation and a Teflon plug can reduce the likelihood of water entering the heater, but this does not provide a fully hermetic seal, and the lead end of the heater must be restricted to 400°F).
Moisture, oil, and other liquids on the lead wires can be wicked into the heater and cause early failure.
Oil or other organic material on the lead end cap of the heater will carbonize at elevated temperature, causing a short from the leads to the sheath.
#2 Avoiding Over-Temperature
A loose fit of the cartridge heater in its hole will reduce the heater’s life time because the heat generated is not transferred efficiently to the object or material being heated, causing the heater to run at a higher temperature to transfer its energy. The higher the operating temperature, the shorter the lifetime. A rule-of-thumb for the fit is to make the hole diameter no more than .005 inches greater than the diameter of the heater.
Choose the lowest wattage heater that will maintain the desired operating temperature of the part being heated and still provide a short enough start-up time. Choosing a heater with a higher wattage than required will result in the controller turning the heater on and off to maintain the desired temperature and a higher operating temperature during on-time. These conditions will shorten the heater life.
If used as an immersion heater, the type of fluid and its velocity passing over the heater are important factors. Ask for assistance from a Thermal Applications Engineer.
#3 Excessive Cycling
The way that Thermal Corporation evaluates the lifetime of their own cartridge heaters and those from competitors is to cycle the units from 150°F to 1,400°F and count the cycles to failure. Cycling reduces lifetime because the surface of the element wire oxidizes rapidly at higher temperatures; if the higher temperature is maintained, the oxide coating actually protects the wire from further oxidation, but if the wire temperature is reduced substantially, the oxide coating breaks off due to contraction and exposes fresh metal to more oxidation. With continuous cycling, the wire diameter is eventually reduced, and the resistance of the element is increased to the point that it becomes too hot. At that point, the element wire either melts and breaks open the circuit, or it causes the insulation over the wire to break down, causing a short to the sheath.
Edited by Shelby Reece Date Published: 07.03.2018 Last Updated: 09.06.2019